-
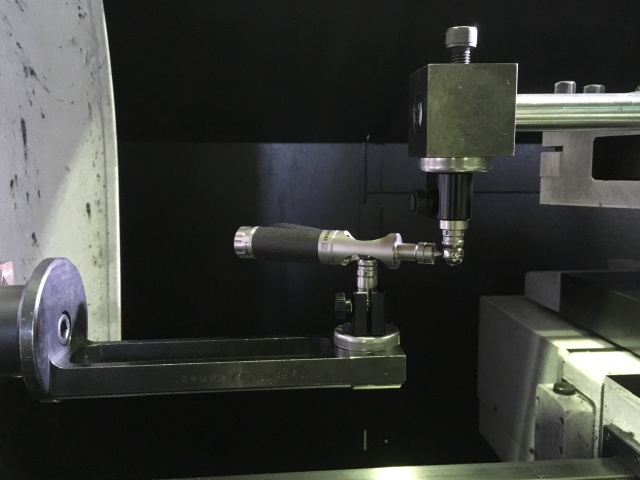
DBB測定(旋盤)
旋盤でもDBB測定をおこなうことが可能です。
-
精度調整
機械精度を維持することにより、安定した切削ができます。
-

移設工事
旋盤・マシニング・門型などあらゆる機械の分解・組立ができ移設をすることができます。
-
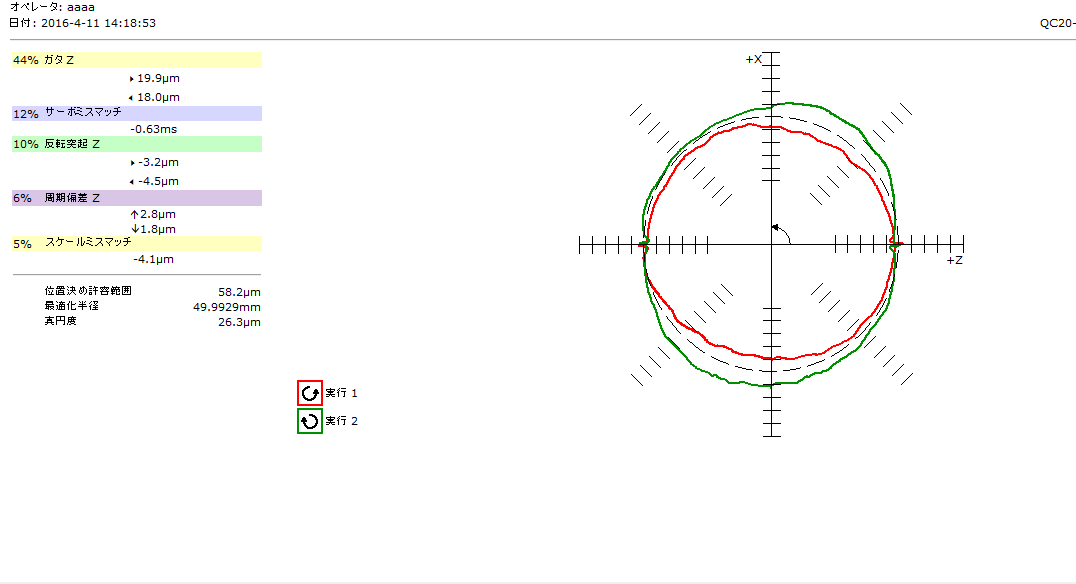
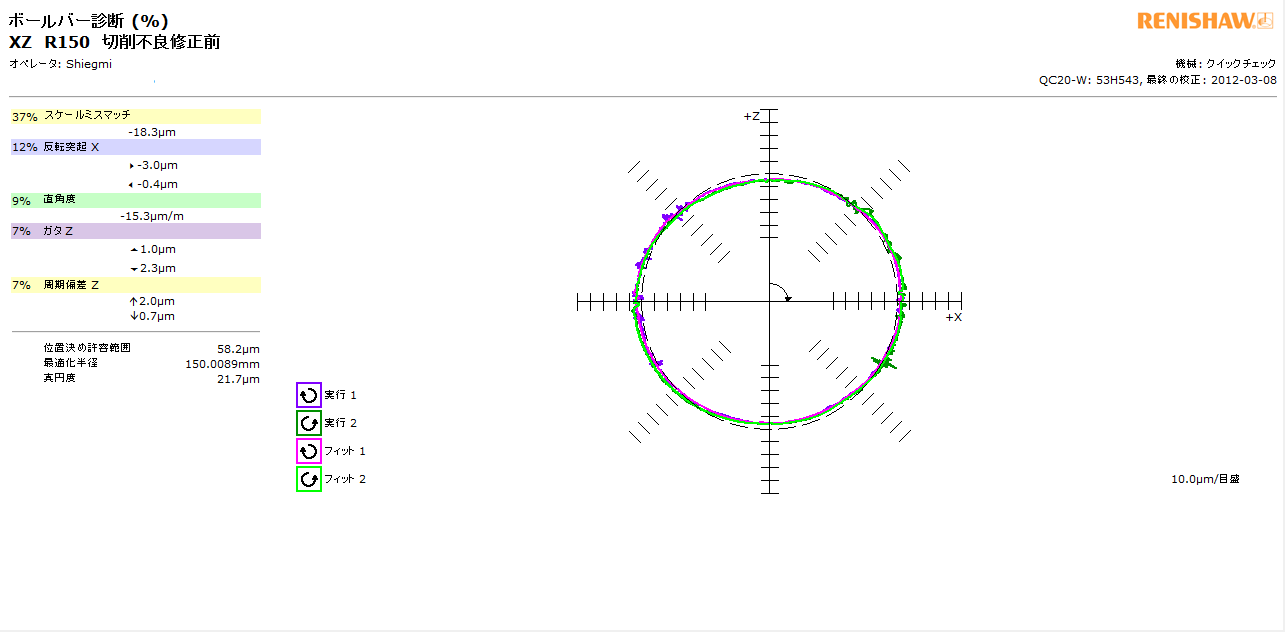
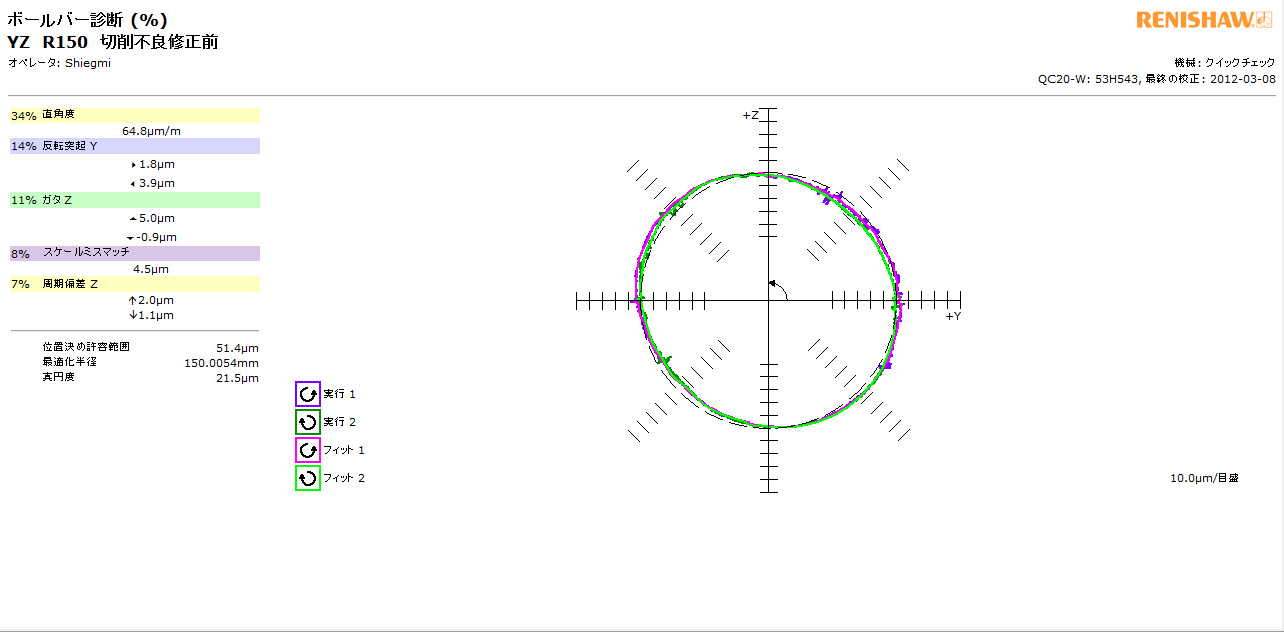
日本O社精度調整前
日本大手会社の精度・レーザー・サーボ調整前のDBB測定結果です。Z軸の動きのガタが大きく、正転・逆転時の動きの軌跡が違うのがわかります。
-
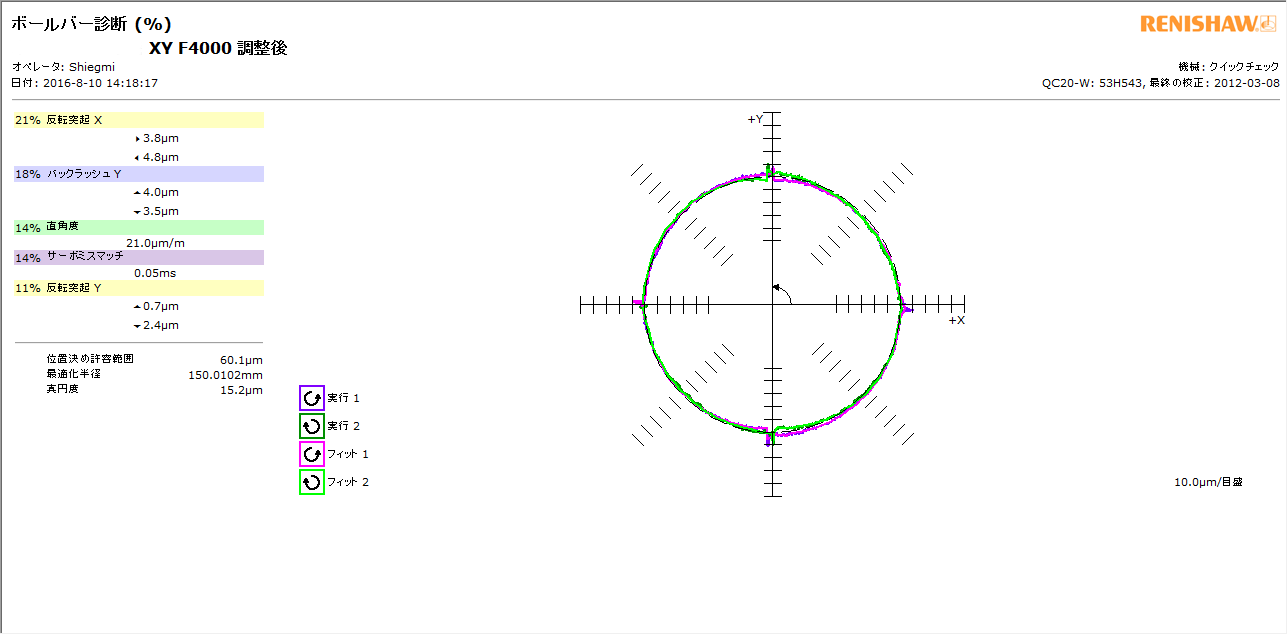
日本O社精度調整後
調整前とは格段に違いが出たのがわかります。
精度調整やレーザー測定などを調整することにより切削不具合が軽減されます。 -
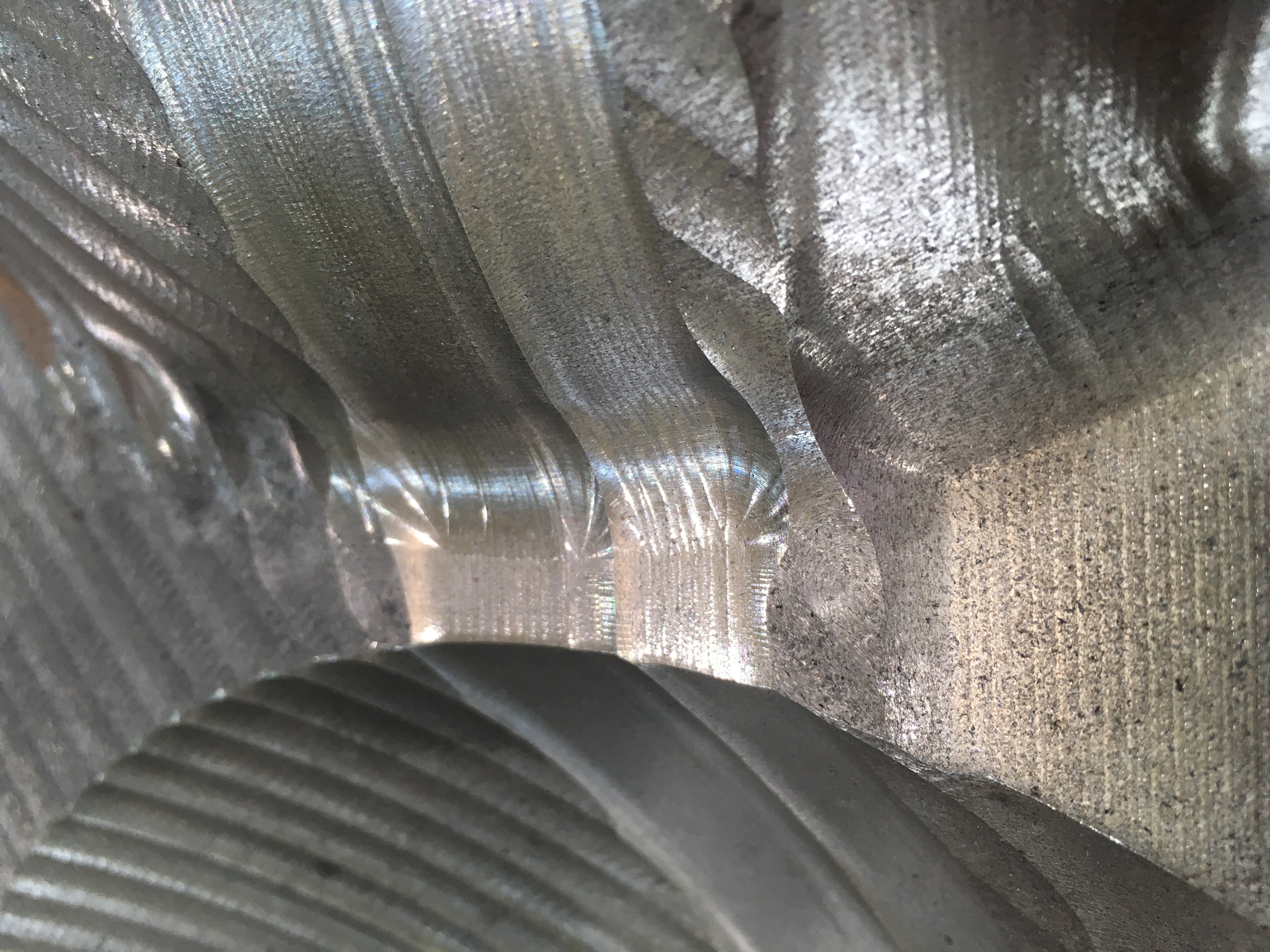
日本O社テストカット
その後テストカットをし、調整前と調整後の切削面を比較するとその違いが一目瞭然です。
-
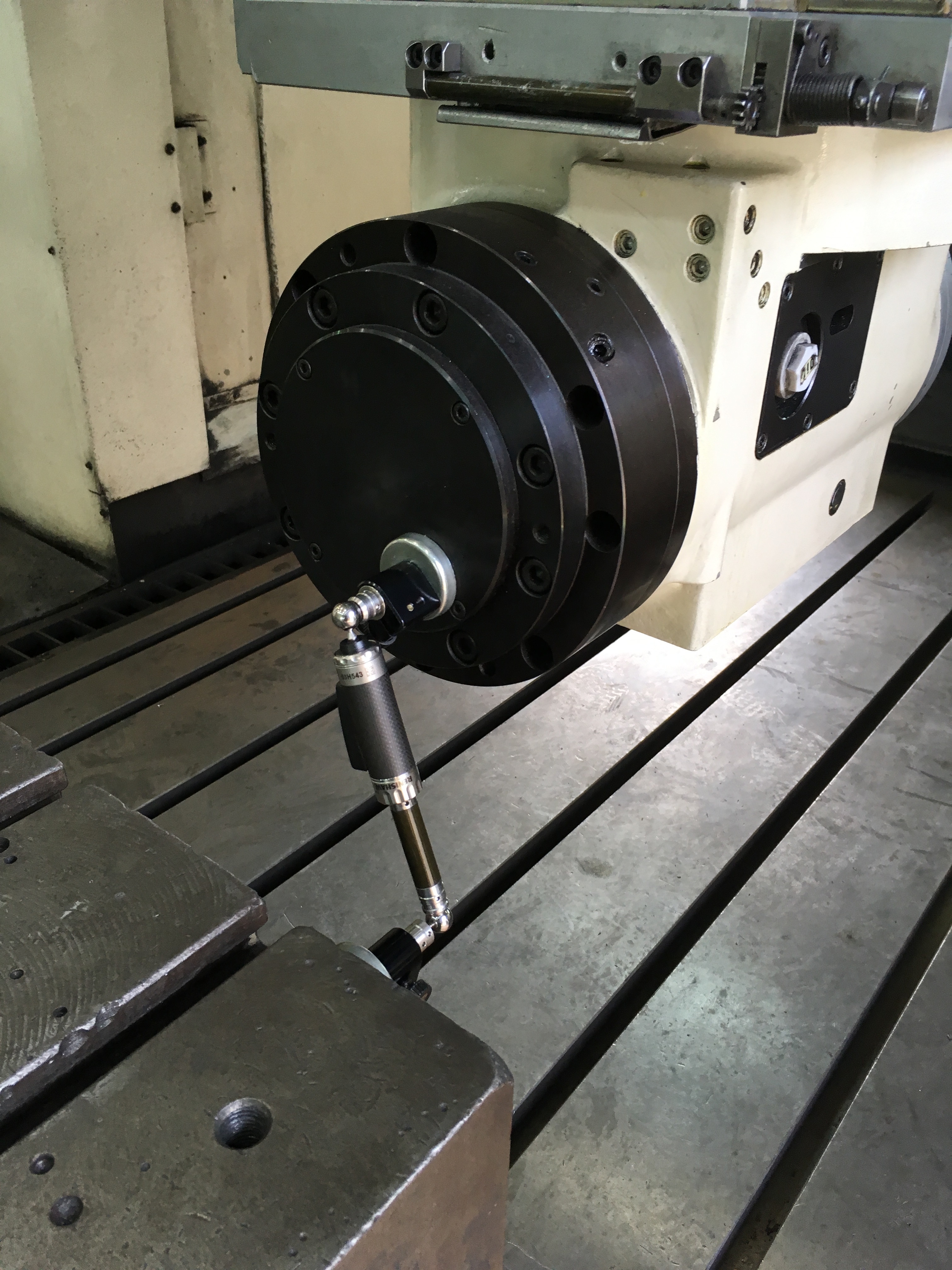
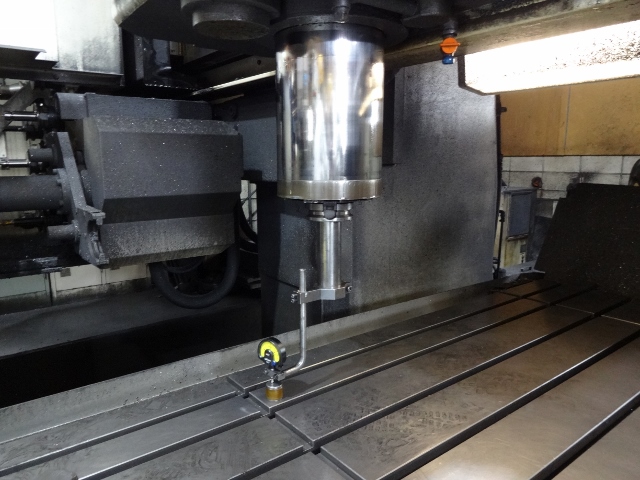
韓国M社にて測定
MCR-BⅡOSP7000Mの機械で測定しました。
-
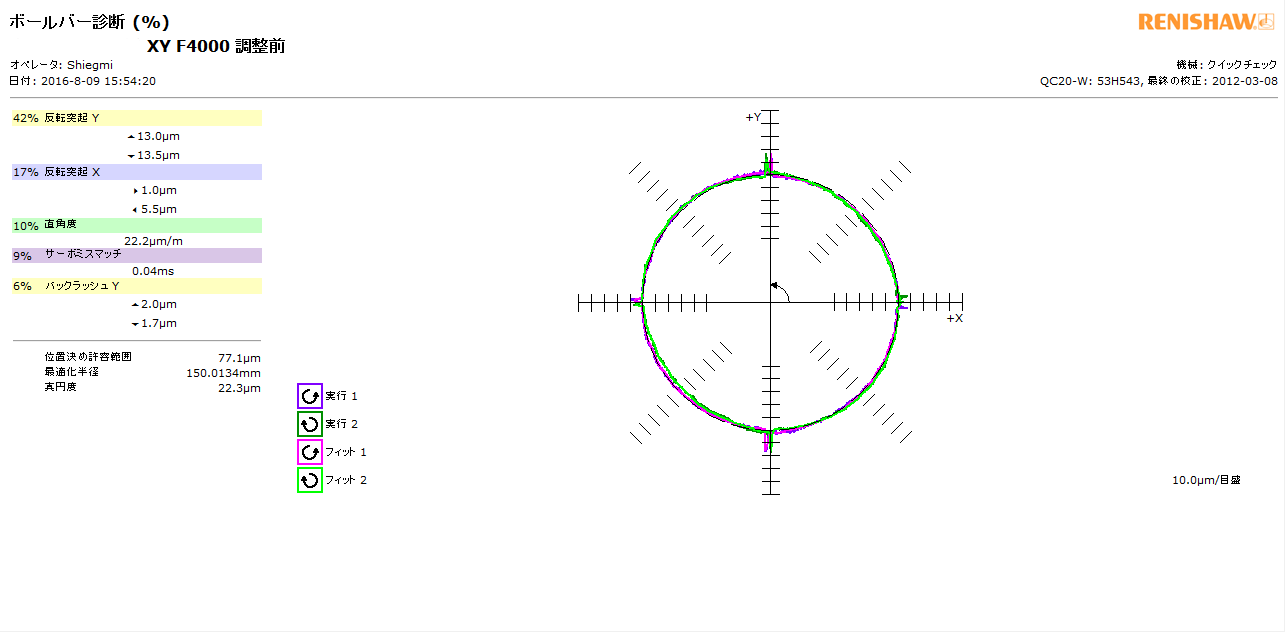
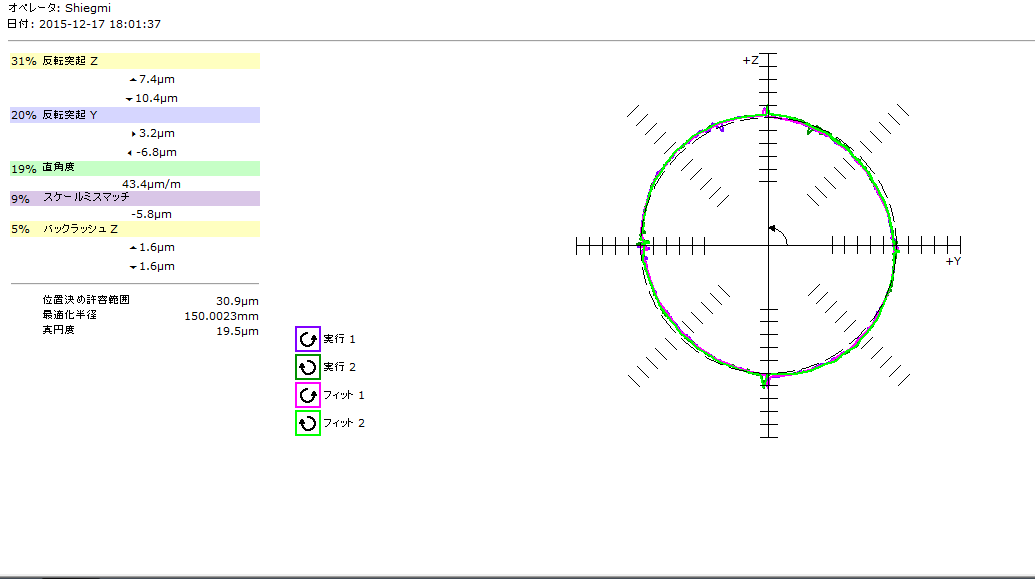
韓国M社サーボ調整前
全体的にきれいな円を描いているのですが、Y軸の動きが反転時(プラス方向からマイナス方向など)に動きの遅れが見られ突起が伸びているのがわかります。
-
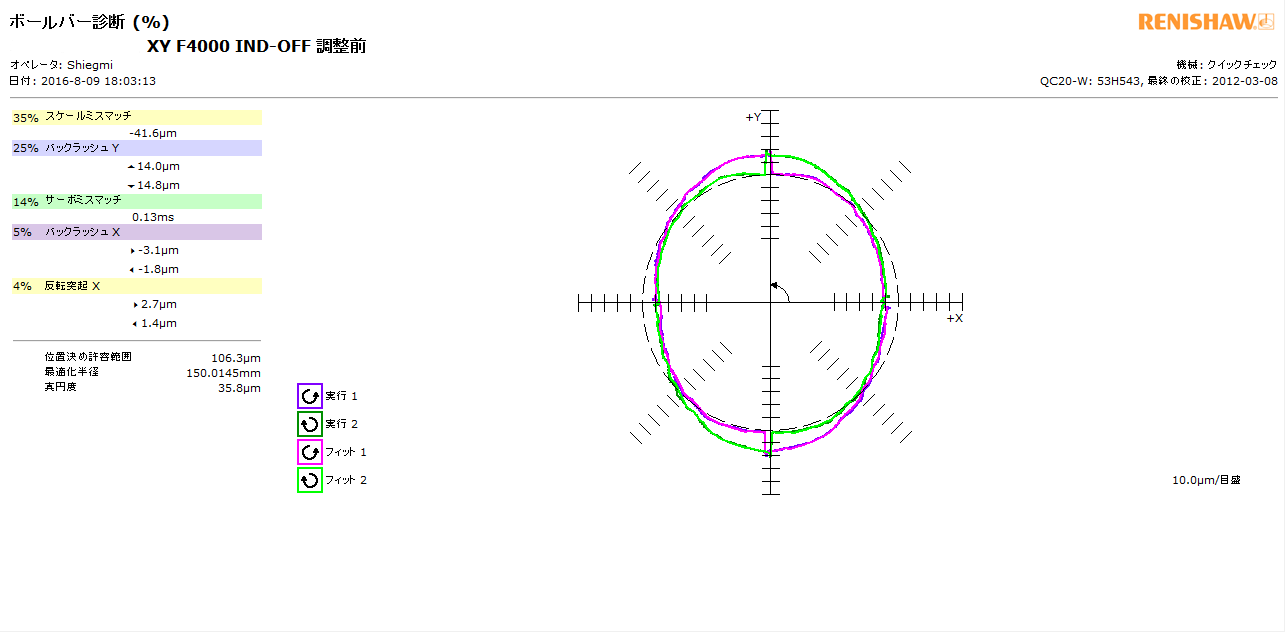
インダクトシンOFF測定
インダクトシンをOFFの状態で測定することにより、機械自身の不具合などを発見することができます。
この画像ではY軸にメカ的なガタが見受けられます。 -
韓国M社サーボ調整後
サーボ調整をおこなったことにより、Y軸の動きの遅れ(反転突起)の数字が格段に減少し、真円度が上がっているのがわかります。
-
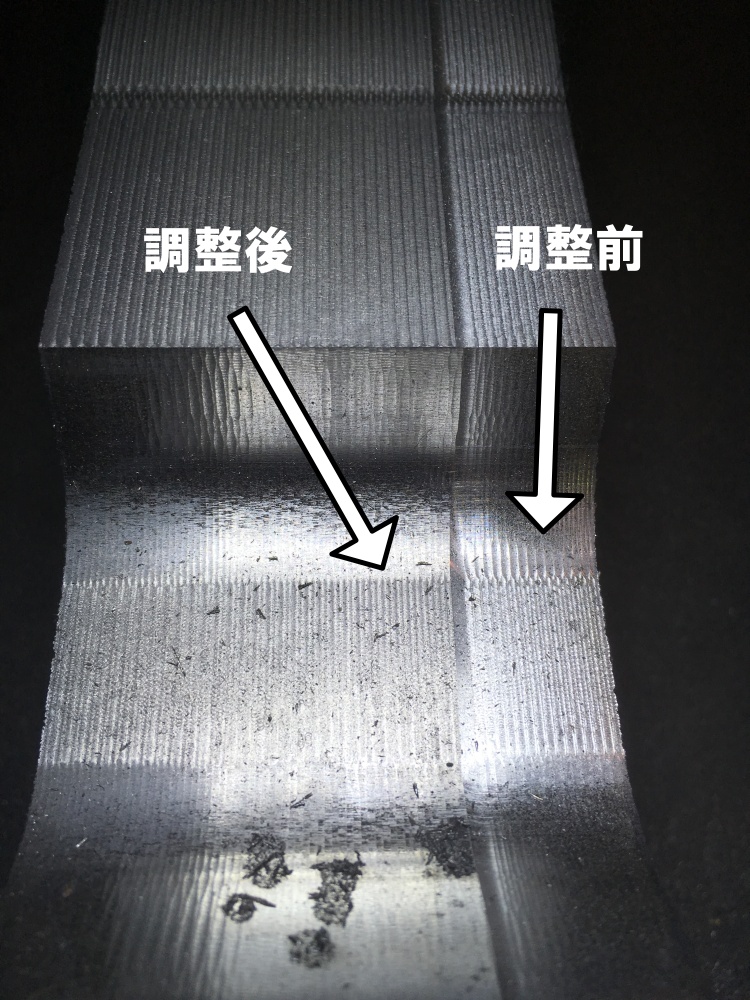
韓国M社の試切削
右のラインがサーボ調整前、左がサーボ調整後になります。加減速時の切削面の違いがわかります。
-
大手N社調整前DBB測定①
DBB測定の結果、4方向に小さな突起が見られます。小さな突起ですが切削面には所々にけずりすぎた箇所がみられます。
-
大手N社調整前DBB測定②
前項と同じように違う軸で測定しても小さな突起が発生しています。前項との結果を見てみるとZ軸に問題があるように思われます。
-
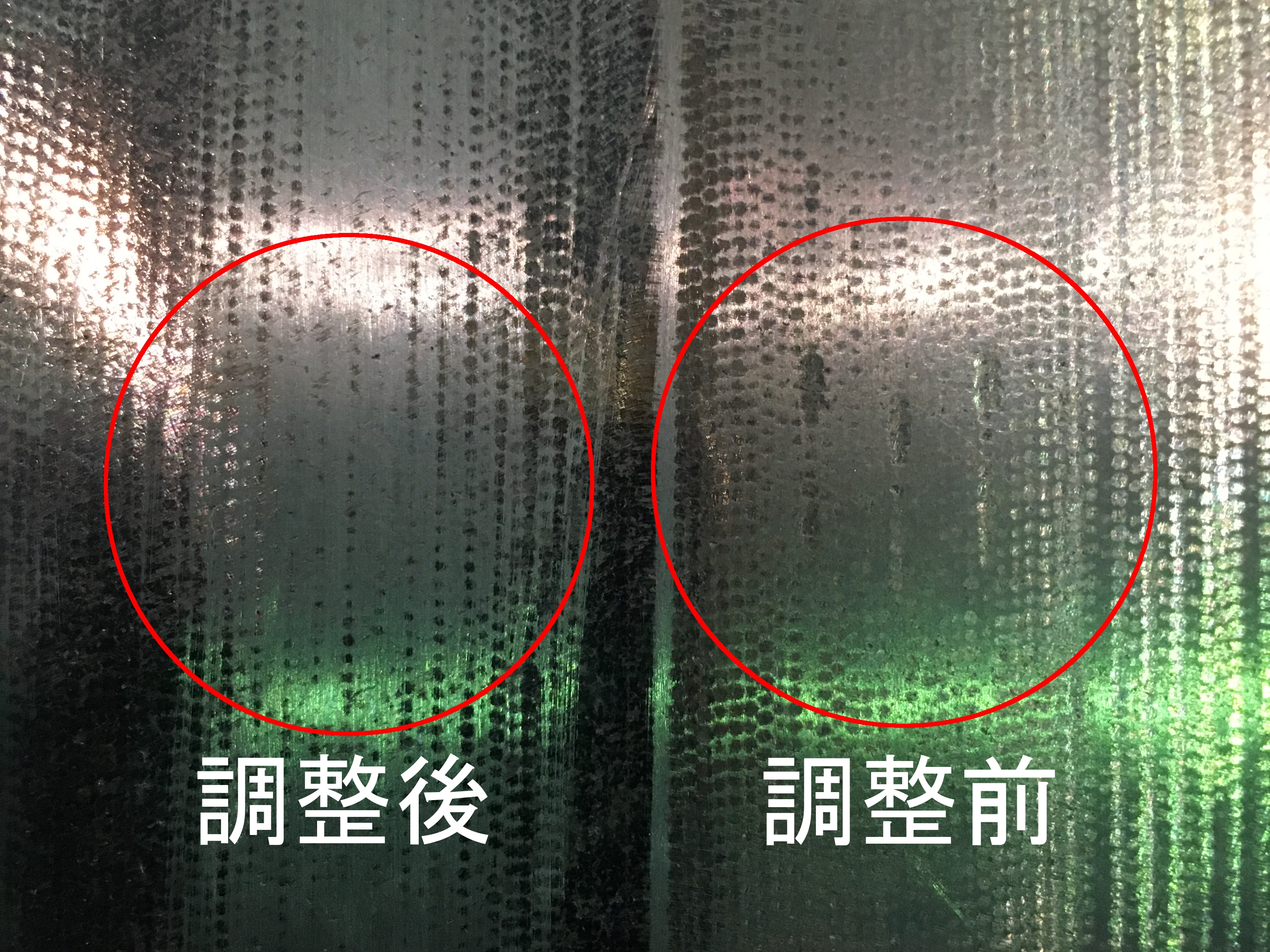
大手N社テストカット
切削面を見てもらうとわかりますが、調整前には削りすぎた箇所がはっきり見られます。
DBB測定により機械の不具合部分を発見し、修理とサーボ調整をおこなった結果、調整後のように綺麗になくなりました。 -
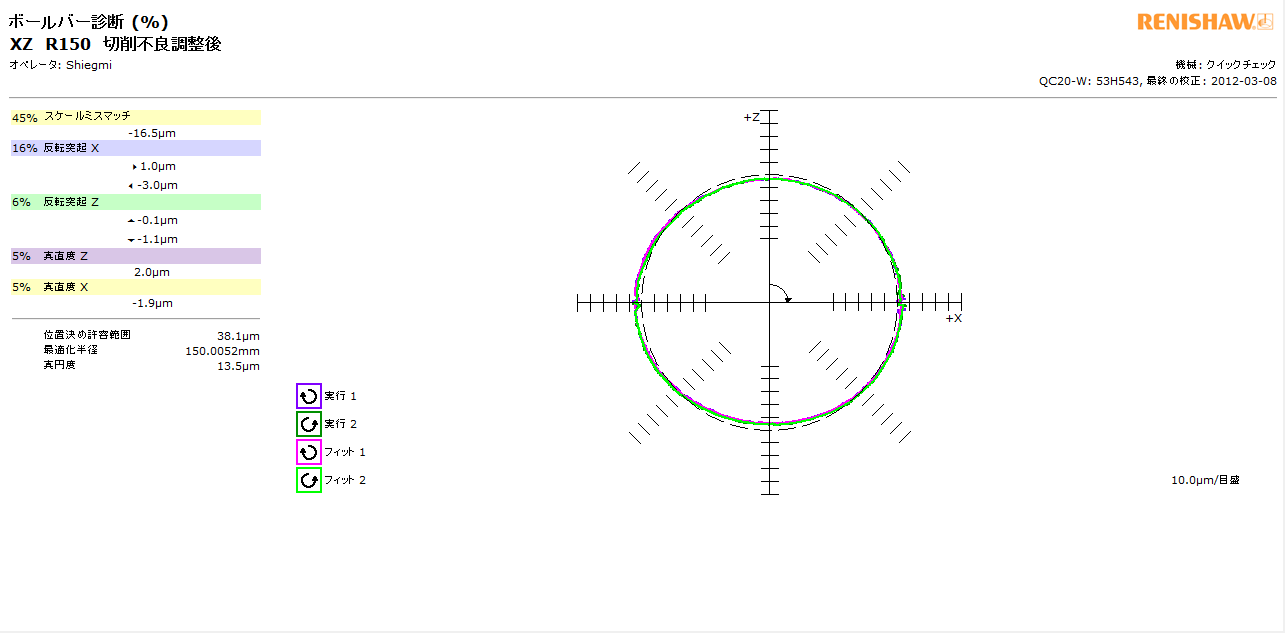
大手N社調整前DBB測定③
調整後は調整前に見られた小さな突起もなくなり、真円度も格段に上がっています。微振動も軽減されているのがわかります。
-
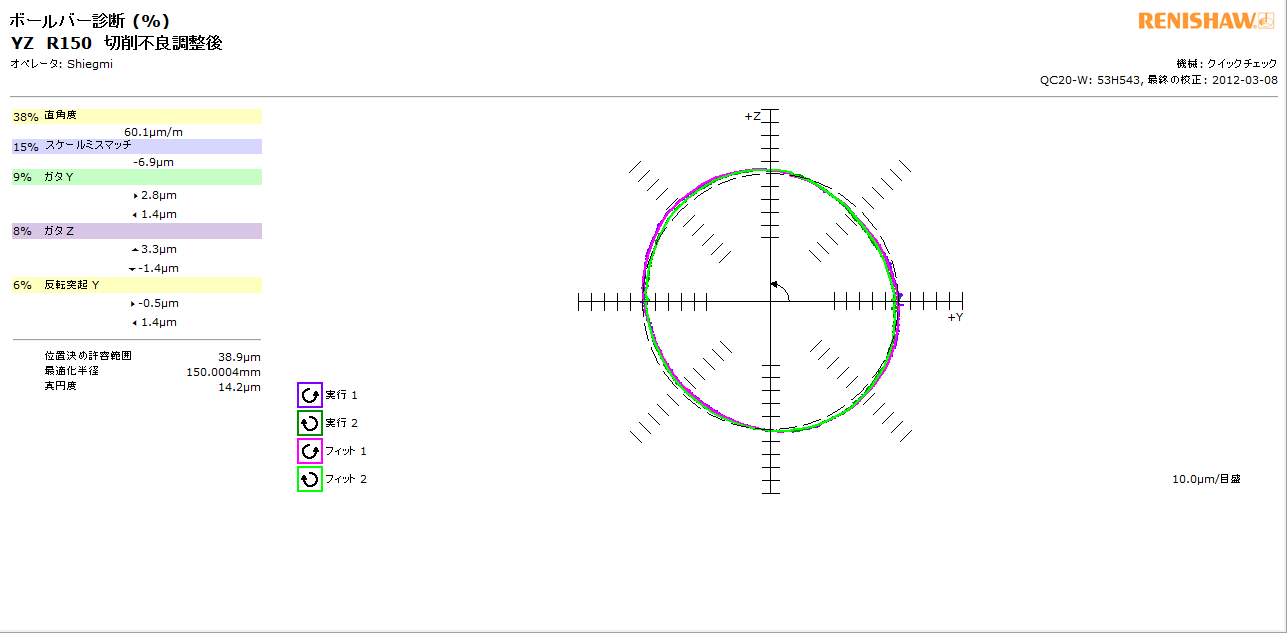
大手N社調整前DBB測定④
③と同じように小さな突起もなくなり、真円度がよくなっているのがわかります。